
Thermal Camera Module Interfaces: 7 Essential Checks for Safer Design
thermal camera module interfaces decisions become safer when the buyer connects product parameters to the real application: drone payload, outdoor observation, OEM embedded device, or industrial inspection. This guide uses Camcuda product context and practical RFQ questions so the thermal camera module interfaces choice is easier to validate.
thermal camera module interfaces: quick answer for reliable module selection
A strong thermal camera module interfaces article should help an engineer or buyer make a decision, not only define a term. Use the charts, examples, and RFQ checklist below to compare real integration constraints before requesting pricing.
thermal camera module interfaces comparison chart
thermal camera module interfaces should be chosen by host architecture, development speed, production volume, and video/control needs.
| Interface path | Best use | Risk to check |
|---|---|---|
| USB | Evaluation and host-side video | Driver, latency, cable, power. |
| MIPI / DVP | Embedded board design | Processor support and firmware effort. |
| CVBS | Legacy video workflows | Image quality and analog path limits. |
| RS-422 / serial | Control/communication | Command protocol and cable planning. |
thermal camera module interfaces: USB and RS-422 reference
| Interface topic | HR21-L612-USB reference | What to confirm |
|---|---|---|
| Digital video | USB | Host OS, driver path, latency expectation, display or processing workflow. |
| Communication | USB serial port, 1 × RS-422 | Command/control needs, connector plan, cable length, signal integrity. |
| Power | 5 V ±0.5 V | Power rail stability and protection. |
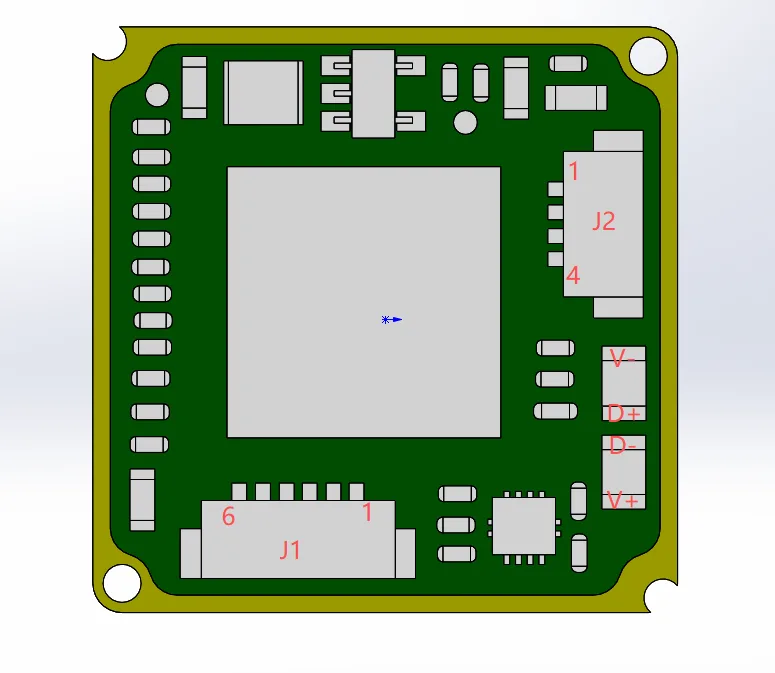
| USB pin definition | V+, V-, D+, D- | Route USB pair and ground/power correctly. |

HR21-L612-USB interface-related values
| Area | Parameter | Exact HR21-L612-USB value | Selection meaning |
|---|---|---|---|
| Detector | Detector type | Vanadium oxide uncooled infrared focal plane detector | Uncooled LWIR platform for compact OEM integration. |
| Image detail | Resolution | 640 × 512 | Useful when drone, outdoor, or OEM work needs more detail than detection-only modules. |
| Motion | Detector frame rate | 50 Hz | Relevant for UAV motion and smoother operator video. |
| Optics | Pixel pitch | 12 μm | Important for lens/FOV matching. |
| Thermal band | Spectral range | 8–14 μm | Identifies LWIR thermal imaging range. |
| Sensitivity | NETD | ≤40 mK @ 25°C, F#1.0 | Supports small thermal-difference visibility when inspection conditions are suitable. |
| Power | Supply voltage | 5 V ±0.5 V | Check host power rail and protection design. |
| Power | Typical power consumption @ 25°C | <1.2 W, including expansion board | Important for drones and compact battery-powered systems. |
| Interface | Digital video | USB | Practical host-side video path for evaluation and integration. |
| Interface | Communication interface | USB serial port, 1 × RS-422 | Control path should be planned before PCB/enclosure decisions. |
| Mechanical | Weight | <15 g | Important for UAV payloads and compact devices. |
| Mechanical | Dimensions | 21 mm × 21 mm × 20.2 mm | Check gimbal, enclosure, and cable service space. |
| Environment | Operating temperature | -40°C to +85°C | Relevant for outdoor and field systems. |
| Environment | Humidity | 5%-95%, non-condensing | Enclosure design still matters for condensation control. |
| Ruggedness | Vibration / shock | 6.06 g random vibration; 80 g @ 4 ms shock | Review for UAVs, vehicles, and rugged inspection devices. |
Interface mistakes that delay projects
- Choosing the module before confirming host input.
- Forgetting command/control interface.
- Assuming USB prototype equals final production architecture.
- Not planning cable routing and grounding.
Interface RFQ checklist
- Host processor and OS.
- Video path and control path.
- Latency and frame-rate expectation.
- Cable length and connector constraints.
- Prototype vs production quantity.
Need interface matching?
Compare Thermal Modules or send host details through Contact / RFQ.
FAQ about module interfaces
Which thermal camera module interfaces are easiest for prototypes?
USB is often practical for evaluation, but the final design may need another path.
Is RS-422 a video interface?
No. In this context it is part of communication/control planning, not the main digital video path.
Should I choose MIPI first?
Only if the host processor and software team can support it.
Can CVBS still matter?
Yes, for legacy analog workflows, but confirm image quality needs.
What should I send to Camcuda?
Host processor, OS, desired output, cable plan, and quantity.
Does interface affect enclosure?
Yes. Connectors and cable exits affect mechanical design.
Can one module support multiple interface paths?
Some product families can, but confirm exact model support.
What is the biggest mistake?
Treating interface as an afterthought after mechanical design.
thermal camera module interfaces validation workflow before purchase
A practical thermal camera module interfaces validation workflow should start with a written requirement sheet. The sheet should name the application, target distance, lens/FOV expectation, host processor, interface path, power rail, mechanical envelope, operating environment, quantity range, and destination market. This simple document makes the supplier conversation more useful than a generic request for price.
For engineering teams, the second step is a bench test plan. Confirm whether the thermal camera module interfaces can produce usable video on the intended host, whether the control path is documented, whether the module can be powered safely, and whether the image settings are enough for the target scene. For procurement teams, the same test plan becomes a checklist for comparing samples and supplier responses.
The third step is a field or application simulation. A drone payload should be checked against weight, vibration, flight height, and reporting workflow. An outdoor system should be checked against enclosure, condensation risk, lens window, mounting position, and day/night operation. An OEM embedded system should be checked against PCB layout, cable exit, software integration, and future production repeatability.
Example RFQ language for Camcuda
Instead of writing only “please quote a thermal camera module interfaces,” use a more complete request: “We are building a thermal imaging product for [application]. The host platform is [processor/system]. We need [interface] output, [lens/FOV] target, [quantity] units, and the destination market is [region]. Please recommend a module path, drawing/document package, sample availability, and integration risks.”
This RFQ style improves technical matching and helps Camcuda respond with a useful product path. It also protects the buyer from comparing incompatible modules just because they share a similar resolution or product photo.
How to compare suppliers for thermal camera module interfaces
When comparing suppliers, avoid a spreadsheet that only lists price and resolution. A stronger thermal camera module interfaces comparison should include whether the supplier can provide product detail pages, drawings, interface notes, realistic lead-time discussion, media assets, and application guidance. A supplier that can explain integration risk is usually easier to work with than one that only sends a short quote.
For Camcuda buyers in Europe and North America, documentation and communication also matter. Ask whether the supplier can confirm the product model, clarify the interface, explain what is included in the module scope, and identify which requirements need engineering review. If the answer is vague, the project may still be possible, but the buyer should treat the quotation as incomplete.
Acceptance test checklist after samples arrive
- Confirm the shipped model matches the quoted thermal camera module interfaces path.
- Check basic power-up behavior with the intended host or evaluation platform.
- Verify video output and control communication before mechanical integration.
- Compare image output under at least two realistic scenes.
- Review mechanical fit with cable, mount, enclosure, and lens/window constraints included.
- Record questions for the supplier before moving to production quantity.
This acceptance step is especially important for thermal imaging projects because many issues do not appear in a product photo. The thermal camera module interfaces may look correct but still require interface adjustment, lens matching, or enclosure changes. Treat the first sample as an engineering validation tool rather than a final production approval.





